In the field of epoxy resin applications, deep pour epoxy resin is undoubtedly a very popular material. Whether it’s for resin crafts, creating trendy river tables, industrial mold casting, or filling wood gaps, it’s indispensable. Many people want to buy the “best deep pour epoxy resin,” but there’s no absolute “best,” only the choice that best suits your needs—after all, beginners and experienced users, home and industrial users, have completely different priorities. Today, we’ll use simple language to explain the worthwhile deep pour epoxy resins on the market, helping you avoid pitfalls and choose the right one.
What is deep pour epoxy resin?
Deep pour epoxy is a low-heat epoxy material specifically designed for thick-layer casting. Unlike ordinary epoxy, it achieves thicker casting layers while maintaining good transparency by extending the curing time and reducing the exothermic reaction. Typically, it can cast 2–4 inches (approximately 5–10 cm) in a single pass, and some products can even achieve thicker castings (4–8 inches).
What are the characteristics of high-quality deep pour epoxy resin?
High-quality deep pour epoxy resin will possess the following characteristics; recognizing these will ensure you make the right purchase.
Low viscosity: Good deep pour poxy resin typically has a low viscosity, allowing air bubbles to escape more easily. It also allows the resin to level naturally, resulting in a more transparent finished product.
Long curing time: One of the biggest differences between deep pour resin and ordinary resin is its longer curing time. By extending the curing time and reducing exothermic reactions, surface drying time is generally around 24 hours, with complete curing requiring 48-72 hours.
High transparency: High-quality deep pour epoxy resin generally has good transparency, especially important for projects like river tables and artistic encapsulation. High-quality deep pour epoxy resin can achieve a glass-like high-transparency effect after complete curing, and is less prone to fogging or air bubbles.
Resistance to yellowing: Resistance to yellowing is also a crucial factor for high-quality deep pour epoxy resin. During long-term use, epoxy resin is prone to yellowing due to ultraviolet radiation. Therefore, high-quality deep pour epoxy resins typically contain high UV resistance agents to improve their resistance to yellowing.
Is more expensive always better?
Many people choose the most expensive deep pour epoxy resins, but this isn’t necessarily true. There’s no single answer to “the best deep pour epoxy resin.” Different applications require different types of products, so there’s only what’s most suitable for your needs, not a single “best.”
For example, for common household items like river tables and large wooden tables, we can choose products with low heat release, 2-4 inch pour thickness, and high transparency to reduce bubbling and cracking.
Or, for small DIY pours, we can choose deep pour epoxy resins with slightly faster curing speeds and lower costs, offering better value for money.
Conclusion In general, high-quality deep pour epoxy resins have characteristics such as low viscosity, long curing time, high transparency, and strong resistance to yellowing. However, there is no single “best” deep pour epoxy resin; only what’s most suitable for your needs. Choose based on the size of your project, your experience, and your budget to achieve a satisfactory finished product.
Whether you’re making your own solid wood tabletop, renovating an old table, or creating a trendy river-themed table, epoxy resin is a core material for creating high-quality, durable desktops. However, the market offers a wide variety of epoxy resins, ranging from a few dollars per kilogram to hundreds of dollars per kilogram, leaving many people overwhelmed and unsure which one is right for them. Actually, choosing the right epoxy resin for your desktop isn’t about getting the most expensive; it’s about considering your specific needs, the pouring thickness, and resistance to yellowing. Below, we’ll explain in detail how to choose the right epoxy resin for your desktop, focusing on several key aspects.
Selection of core performance
Many people only consider price and transparency when buying epoxy resin, neglecting other crucial properties. We must understand that desktops endure friction, sunlight, and daily bumps over extended periods, so material selection must balance practicality and durability. Therefore, these three properties are key when choosing epoxy resin for desktops:
First is resistance to yellowing, which is paramount. Ordinary epoxy resins with insufficient UV resistance will yellow and darken within just six months under direct sunlight and prolonged exposure to artificial light, turning a once-bright desktop gray and significantly diminishing its aesthetic appeal. Therefore, we should prioritize styles with high UV resistance or high resistance to yellowing, especially for desktops placed near windows or in well-lit areas, as this property directly determines the desktop’s lifespan and appearance.
Secondly, a balance between hardness and toughness is crucial. Many people blindly pursue high-hardness epoxy resins. While high-hardness epoxy resins achieve high hardness after curing, they become brittle, causing cracks and chipping even with minor impacts. Conversely, low hardness makes them easily scratched by keys and tableware, resulting in poor durability for everyday use. High-quality epoxy tabletops balance hardness and toughness, resisting everyday scratches and withstanding minor impacts, making them less prone to cracking and breakage. They are suitable for high-frequency use scenarios such as dining tables, desks, and coffee tables.
Finally, their self-leveling and defoaming properties make them extremely user-friendly for beginners. DIY tabletops are mostly constructed by hand. A good self-leveling resin will automatically spread across the surface, forming a smooth, even layer, eliminating the need for repeated smoothing. A resin with excellent defoaming properties will not leave behind numerous tiny air bubbles during application, preventing an unsightly, uneven surface after curing and saving the hassle of extensive sanding and rework.
Choices for different desktop scenarios
There is no absolutely “best” epoxy resin, only the style best suited to your desktop. Choosing the right epoxy resin based on the intended use of your desktop will achieve the desired effect.
For ordinary solid wood desktops or renovating old tables, where durability, waterproofing, and cost-effectiveness are key, a general-purpose high-transparency desktop epoxy resin is sufficient. This type of resin has moderate viscosity, achieves the required hardness after curing, and is waterproof and oil-resistant. Daily spills like tea and soup can be easily wiped clean. It’s suitable for desks, sideboards, and ordinary coffee tables. It’s easy to apply, even for beginners, and is affordable, so you won’t feel bad about using it on large areas.
For creating trendy river-themed tables or multi-panel solid wood tables, where ultimate transparency and deep casting are desired, a high-transparency deep-cast epoxy resin is essential. This type of resin boasts maximum transparency, perfectly showcasing wood grain, pebbles, dried flowers, and other inlaid decorations to create a dynamic river effect. It also supports thick-layer casting without collapsing or cracking. After curing, it has a transparent and high-end texture, resulting in a stunning desktop. It’s perfect for desktops that emphasize personalized decoration.
For commercial desktops and frequently used dining tables, where durability, wear resistance, and durability are paramount, high-strength wear-resistant epoxy resin is the preferred choice. This type of resin contains wear-resistant components, resulting in higher hardness, scratch and impact resistance. Even with frequent placement of tableware and movement of items, it is less prone to scratches, has a longer lifespan, and is suitable for high-intensity use scenarios such as restaurant dining tables and office desks.
Conclusion
In general, there’s no single “best” epoxy resin for desktops; it’s all about finding the one that best suits your needs. Purchase products with the appropriate characteristics based on your intended use, focus on key properties, and master the correct application methods to easily create a beautiful and durable epoxy desktop. Finally, Jinghua has been researching and developing desktop epoxy resins for 20 years. If you need related products, please contact us; we can provide you with the most cost-effective solutions.
Epoxy resins are a class of thermosetting materials characterized by epoxy groups. They exhibit good fluidity and adhesion during processing, and after film formation, they rapidly form a three-dimensional network structure through chemical reactions with curing agents, thereby transforming into thermosetting materials with high strength, heat resistance, chemical resistance, and excellent electrical insulation. They are widely used in construction, woodworking, flooring, marine, and craft manufacturing.
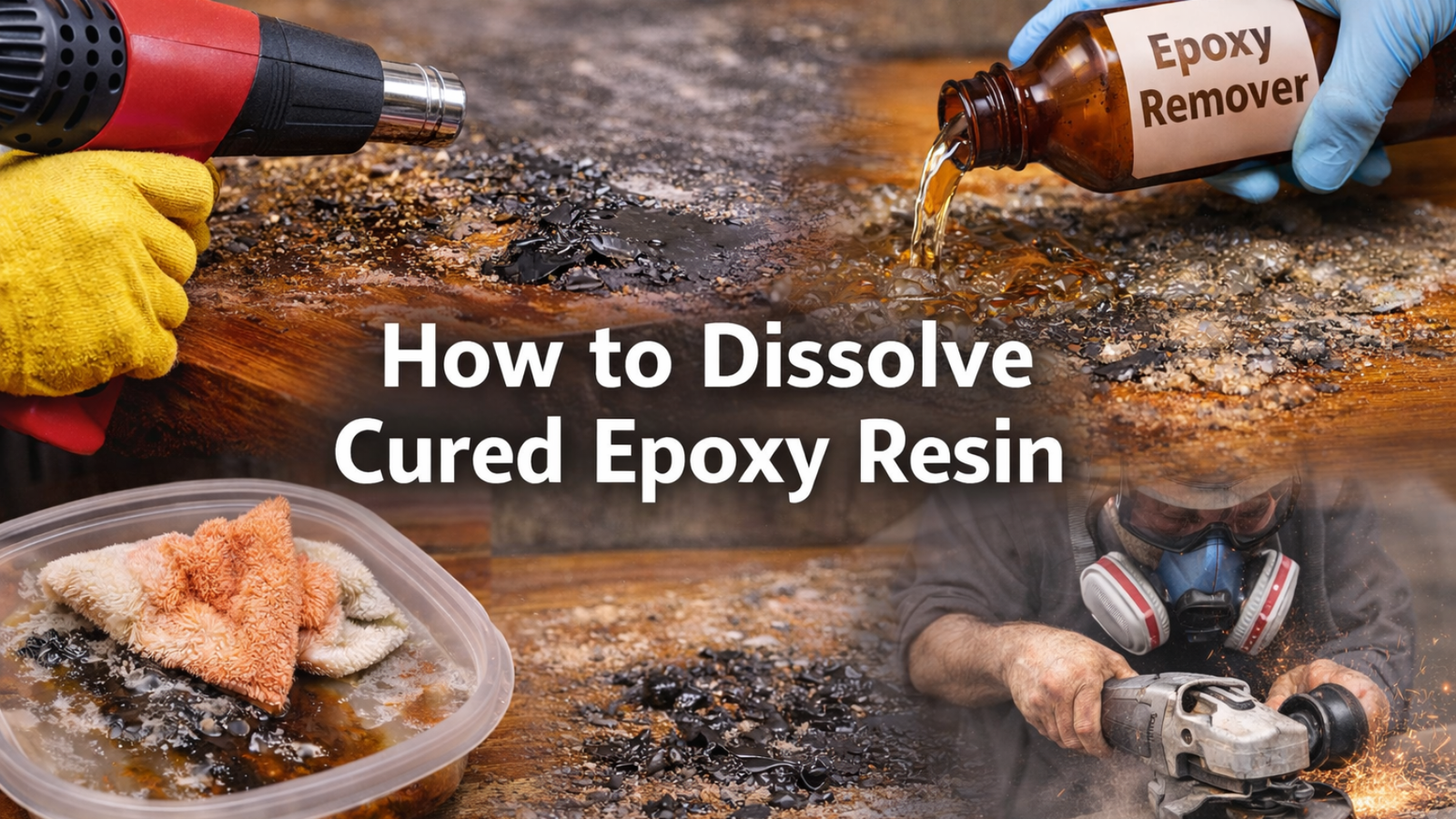
However, in certain cases, it is necessary to dissolve cured epoxy resin for repair or replacement. Below, Jinghua introduces several common methods to help those in need.
1.Thermal Dissolution
Heating is one of the most effective ways to weaken cured epoxy resin. At high temperatures, the structure softens and strength decreases, making it easier to scrape off.Tools such as flame guns, heat guns, or torches can be used. Note that the melting point of epoxy adhesives is typically above 100°C (some may be higher), so ensure sufficient heating temperature. Use caution—excessive heat may damage the substrate, especially wood, plastic, or painted surfaces. Keep the heat gun moving continuously to avoid prolonged concentrated heating on one spot. Suitable for epoxy coatings, adhesive residues, or thin cured resin layers.
2.Physical Removal
Physical removal is a direct and robust method for epoxy elimination, using tools like scrapers, brushes, sandpaper, and angle grinders for mechanical stripping. Ideal for epoxy flooring where substrate damage is acceptable, offering fast removal. Do not use on delicate items.
3.Solvent DissolutionSolvents are used to dissolve (or slightly soften) cured epoxy for easy removal. Common solvents include acetone, ethyl acetate, methanol, etc. Apply the solvent to the epoxy, allow penetration and dissolution, then wipe clean with a scraper or cloth. Suitable for semi-cured epoxy or thin resin layers.
4.Chemical DissolutionMost common solvents cannot fully dissolve cured epoxy, but specific chemicals can break down its structure or soften it to a removable state. Typical options include methylene chloride (dichloromethane), acetone/toluene/xylene blends, etc. Apply the chemical to the epoxy, allow penetration to weaken the polymer network. After soaking, the softened epoxy can be scraped off. Suitable for removing epoxy coatings from concrete floors, tools, and various surfaces.
Safety Note: Chemicals pose hazards. Always use proper protection: work in well-ventilated areas, wear gloves, and avoid skin contact. Commercial epoxy removers are available—slightly less potent than industrial chemicals but generally safer and more convenient.
How to Choose the Right Removal Method?
Different scenarios and substrates require different approaches. Below is a summary of common substrate treatments for epoxy removal:
In the field of epoxy resin applications, deep pour technology has become increasingly popular, especially in projects such as river tables, art ornaments, wood encapsulation, industrial molds, and decorative structural parts. When the pouring thickness exceeds 2 inches (approximately 5 cm), the requirements for material properties, construction environment, and operating skills will increase significantly. Improper operation can easily lead to problems such as overheating, bubbles, cracking, or uneven curing. Therefore, mastering the correct method for thick-layer pouring is a very important matter. This article will detail how to safely and efficiently pour epoxy resin with a thickness exceeding 2 inches.
1. Choosing the Right Deep Pour Epoxy Resin
Not all epoxy resins are suitable for deep pouring. For example, standard tabletop epoxy is typically only designed for thin coatings of 3–10 mm. Direct deep pouring will cause the resin to generate excessive heat during curing, resulting in rapid temperature rise and even cracking.
For projects larger than 2 inches, we should prioritize deep-cast epoxy resin. Features of this resin include:
Low exothermic reaction: generates less heat lduring curing
Long pot life: facilitates application and bubble removal
High clarity: ideal for artistic and decorative projects
Superior anti-cracking performance
High-quality deep pour epoxy usually allows a single pour depth of 2–4 inches or more.
2. Controlling the Construction Environment
Deep pour epoxy is highly sensitive to environmental conditions; temperature and humidity directly affect the final result.
Mold & Sealing:High-density, heat-resistant molds (such as silicone, wood, etc.) are used.. Seal joints with heat-resistant sealant to prevent leakage. A mold release agent can be sprayed on the inner wall for easier demolding.
Environmental ControlMaintain an ambient temperature of 20–25°C and humidity below 65%. Low temperatures slow curing and trap internal bubbles; high temperatures intensify exotherm, causing yellowing and cracking.
Substrate PreparationPorous substrates such as wood and stone must first be sealed with a primer to prevent outgassing and pinholes. For substrates such as metal and glass, the surface needs to be degreased, cleaned of stains, and lightly sanded to increase the friction between the epoxy resin and the substrate.
3. Properly Mixing the Epoxy Resin
Epoxy resin generally consists of Part A (resin) and Part B (hardener), with mixing ratios varying by product (e.g., 2:1, 3:1, or 1:1).
Mixing guidelines:
Measure strictly by volume or weight ratio
Stir slowly for 3–5 minutes
Scrape the edges and bottom of the container
When mixing the resin, it is recommended to use the “two-stage mixing method”: first mix it once in a container, then pour it into a clean container and mix it again to ensure thorough mixing.
Degassing & Resting: Allow the mixture to rest for 5–10 minutes after stirring to let bubbles rise naturally. Vacuum degassing is optional and greatly improves clarity.
4. Pouring Process: Layering & Temperature Control Are Key
Single-step pouring is not recommended for thicknesses over 2 inches. The safe approach is layered pouring:
First Layer: Pour 1–2 inches, slowly injecting along the edge to avoid bubble formation from impact.
Surface Bubble Removal: Fifteen minutes after pouring, use a hot air gun to sweep across the surface at a uniform speed to eliminate air bubbles. It’s important to note that the hot air gun should be kept at least 15 cm away from the surface to prevent localized overheating and cracking.
Layer Interval: After the first layer reaches initial cure (approx. 24 hours, tack-free), lightly sand and dust the surface before pouring the next layer. Total thickness can easily exceed 4 inches.
Heat Dissipation: Due to concentrated exotherm during deep curing, provide ventilation around the mold to prevent excessive local temperatures.
5. Bubble Reduction Methods
Bubbles are common in deep pouring. They can be minimized by:
(1)Preheating:Before application, soak the epoxy resin in warm water (around 30℃) for a few minutes to reduce its viscosity, which can effectively reduce the formation of air bubbles during the application process.
(2)Using a heat gun or torchGently heat the surface after pouring to quickly eliminate bubbles.
(3)Vacuum or pressure equipmentFor high-end projects, use vacuum degassing or a pressure pot for further bubble reduction.
6. Controlling the Curing Process
Full cure time for deep pour resin is typically 48–72 hours, and some products require 5–7 days to reach maximum hardness.
During curing:
Do not move the mold
Avoid direct sunlight
Maintain stable temperature
If a significant increase in resin temperature is observed during the pouring process, timely heat dissipation measures should be taken, such as increasing ventilation and lowering the temperature.
Once the project is fully cured, it can be sanded and polished. If there is an outdoor requirement, a UV coating can be applied to the surface to increase its resistance to yellowing and ultraviolet radiation.
Pouring epoxy resin over 2 inches thick is not simply increasing material volume. It requires comprehensive consideration of resin type, environmental conditions, mixing ratio, and application techniques. Only by selecting suitable deep pour epoxy, strictly controlling the construction environment, and properly using layered pouring and degassing methods can you achieve a transparent, stable, and defect-free result.
With the continuous development of epoxy resin technology, deep pouring has become an important process in furniture making, art creation, and industrial manufacturing. With the right methods, even beginners can successfully complete high-quality deep pour epoxy projects.
Epoxy resin is widely used in the production of wooden table tops, bar counters, artistic countertops, and river tables due to its high transparency, excellent hardness, and good chemical resistance. When using epoxy resin to make countertops, one of the most common concerns is: How long does epoxy resin for countertops take to dry?
In fact, the drying time of epoxy resin is not fixed; it is affected by various factors such as product formulation (fast-curing, slow-curing), pouring thickness, and ambient temperature.
1. Basic Curing Time of Countertop Epoxy Resin
The curing process of countertop epoxy resin can be divided into three stages: tack-free time, initial curing time, and full curing time.
Tack-free time: For most tabletop epoxy resins, the surface gradually dries in about 6–12 hours after pouring. At this point, the surface is no longer sticky, but the interior remains semi-cured. The resin is still soft and cannot be sanded or loaded.
Initial curing time: Usually around 24 hours, the epoxy resin is mostly cured. The countertop can be lightly touched or moved gently, but heavy objects or rough handling are still not recommended.
Full curing time: It generally takes 48–72 hours for the resin to reach high hardness and stability. Some high-performance countertop resins even require 5–7 days to achieve optimal mechanical properties.Therefore, it is best to wait at least 3 full days before sanding, polishing, or officially using the countertop.
2. Main Factors Affecting Epoxy Resin Drying Time
Although suppliers usually provide a reference curing time, the actual drying speed is influenced by many factors.
(1) Ambient Temperature
Temperature is one of the most important factors affecting epoxy curing speed.
The ideal curing temperature range is 20°C–25°C.
Below 15°C, curing slows significantly and may result in incomplete curing.
Higher temperatures accelerate curing but may increase bubbles or surface ripples.
(2) Pouring Thickness
Countertop epoxy is usually designed for medium-to-shallow pours, with a single layer of 2–5 mm.
Excessively thick layers generate more internal heat, altering curing speed and possibly causing cracking. Thick countertops therefore require layered pouring, with each layer fully cured before the next.
(3) Ambient Humidity
When humidity exceeds 70%, moisture in the air causes fogging, pinholes, and slower curing.
Very low humidity does not delay drying but increases the risk of cracking.It is recommended to work on sunny days with good ventilation. On rainy days, use a dehumidifier to maintain humidity at 50%–60%.
3. How to Speed Up Countertop Epoxy Drying
You can use simple methods to accelerate curing:
Maintain a suitable indoor temperature of around 22°C–25°C to greatly improve efficiency. Use heaters if needed, but do not use high-temperature devices for close-range baking, as uneven heating causes bubbles and deformation.
Mix resin and hardener strictly by ratio and stir thoroughly. Incomplete mixing leads to partial under-curing and longer overall drying time.
Avoid pouring too thickly. For a thick countertop, pour in multiple layers, keeping each within the recommended thickness.
Keep the environment stable after application: avoid dust, vibration, and extreme temperature changes to ensure even curing.
4. How to Tell If Epoxy Resin Is Fully Dry
Surface dryness does not equal full curing. Use these methods to check:
Touch test: Surface is hard and non-sticky.
Nail test: No indentation when gently pressed with a fingernail.
Odor test: Resin odor is greatly reduced.
Time test: Waiting more than 72 hours is the safest practice.
5. Summary
In general:
Countertop epoxy resin is tack-free in 6–12 hours
Initially cured in 24 hours
Nearly fully cured in 48–72 hours
Exact time varies with temperature, humidity, and pouring thickness.
For best results, apply epoxy in suitable conditions and wait for full curing before finishing or use. Only fully cured resin guarantees durability and appearance, creating a long-lasting epoxy countertop.
In the application of resin materials, epoxy resin and UV resin are two very common types. They are widely used in various fields such as crafts making, jewelry processing, coating protection, and industrial manufacturing. Although both are resin materials that can cure to form a hard and transparent surface, they differ significantly in curing method, performance characteristics, and applicable scenarios. Understanding their differences helps select the more suitable material for practical applications.
First, the most obvious difference lies in their curing mechanisms.Epoxy resin usually uses a two-component system consisting of Part A resin and Part B hardener. They must be mixed in a fixed ratio before use. A chemical reaction occurs after mixing, leading to gradual cross-linking and curing. This process often takes several hours or longer to fully harden.UV resin is a single-component material that requires no additional hardener. It cures rapidly under UV light or sunlight, belonging to the photo-curing system. Normally, UV resin fully cures within a few minutes under UV irradiation, greatly improving work efficiency.
Second, there is a clear difference in applicable thickness.Epoxy resin allows thick casting. Especially dedicated deep-pour epoxy resin can be cast to a thickness of several centimeters or more in one go, making it ideal for river tables, thick decorative parts, and large crafts.Due to the limited penetration of UV light, UV resin is only suitable for thin-layer coating or small products, with a single layer usually within a few millimeters. Over-thick casting will prevent UV light from fully penetrating, resulting in incomplete internal curing.
Third, the hardness and overall performance are also different.Epoxy resin generally has high strength, good wear resistance, and excellent adhesion, so it is often used in industrial fields such as floor coatings, structural adhesives, and composite materials. It also offers good water resistance and chemical corrosion resistance.In contrast, although UV resin has a high surface gloss after curing, its overall strength and durability are usually lower than epoxy resin. Therefore, it is mostly used for surface coatings of jewelry, models, or small decorative parts.
Fourth, they differ inease of operation.Epoxy resin requires accurate ratio control of Part A and Part B, as well as thorough mixing. Otherwise, problems such as incomplete curing or sticky surfaces may occur. In addition, bubbles are easily generated during curing, so degassing is sometimes necessary.UV resin is relatively simple to use: no mixing or ratio matching is needed. It can be used directly and cured under UV light, which is why many hobbyists prefer it.
Furthermore, the two resins also differ in transparency and surface finish.High-quality epoxy resin achieves extremely clear transparency after full curing, suitable for large transparent decorative parts or artworks.UV resin typically produces a very glossy surface. With fast curing, it quickly forms a mirror-like finish, making it perfect for jewelry sealing or surface protection.
Overall, epoxy resin and UV resin each have their own advantages and suitable applications.Epoxy resin is usually a better choice for thick casting, large decorative parts, or industrial applications.UV resin is more convenient and efficient for fast curing, small jewelry, or thin-layer coating.Choosing the right resin based on specific needs will achieve the most satisfactory results.
UV resin (ultraviolet-curing resin) is widely used in handmade jewelry, electronic encapsulation, 3D printing, coating protection and other fields due to its fast curing speed, easy operation and high transparency. Its curing time is a question frequently asked by many beginners. In fact, there is no absolute uniform answer, as the curing time of UV resin is affected by various factors including light source type, resin thickness and formulation characteristics. The curing process can be generally divided into two stages: initial curing and full curing.
1. General Curing Time Range
Under ideal conditions, UV resin usually completes surface curing within 30 seconds to 3 minutes. When using a professional UV lamp (such as a 36W or 48W LED UV lamp), thin-layer resin can often be fully hardened in about 60 seconds. Compared with traditional epoxy resin, which takes hours or even 24 hours to cure, UV resin has a significant efficiency advantage in curing.
However, it should be noted that surface drying and full curing of UV resin are two different concepts. A non-sticky surface does not mean the interior has been fully cured. For thicker coatings, multiple exposures may be required to ensure complete hardening inside.
2. Key Factors Affecting Curing Time
(1) Light Source
UV resin is sensitive to ultraviolet light of specific wavelengths (usually 365nm or 395nm). If the lamp wavelength does not match, the curing speed will be significantly slower. Generally, higher power and stronger light intensity result in shorter curing time. For example:
6W small nail lamp: approx. 2–4 minutes
Professional lamp above 36W: approx. 30–90 seconds
Natural sunlight (strong sunlight): thin coatings can be fully cured in 3–5 minutes; under weak light such as cloudy days, it takes 30–60 minutes, and the curing effect is unstable and easily affected by weather.
Therefore, choosing a suitable light source is crucial.
(2) Casting Thickness
UV light has a certain penetration limit. It is generally recommended to control the single-layer thickness between 1–3 mm. If poured too thick at one time, the surface may harden while the interior remains soft, reducing final strength and transparency. For thick products, layer-by-layer curing is recommended: cure each layer before applying the next.
(3) Different UV Resin Formulations
UV resins from different manufacturers have different proportions of active ingredients and photoinitiators, which affect curing speed. Some high-transparency, high-hardness formulas have a slightly longer curing time, while fast-drying products are more suitable for making small jewelry.
(4) Environmental Factors
Although UV resin mainly relies on light for curing, ambient temperature also affects the reaction rate. Curing may be slightly slower at low temperatures. Operation at 20–30°C is recommended for best results.
The distance between the light source and the resin is also important. The recommended lamp distance is 3–5 cm. Too great a distance reduces UV energy and prolongs curing time; too close a distance may cause substrate deformation or resin yellowing due to high temperature.
3. How to Judge Full Curing?
Initial curing (non-sticky surface) ≠ full curing. Only after full curing will the resin reach optimal hardness, scratch resistance and adhesion. Some resins require standing for 1–2 hours after full curing to further stabilize performance. If the resin remains sticky after curing, it is usually caused by mismatched wavelength, insufficient energy or oxygen inhibition.
You can judge whether UV resin is fully cured by the following methods:
The surface is smooth and non-sticky
No marks left when gently pressed with a fingernail
The edges are not soft
No obvious residual odor
If the interior is still soft, flip it and expose for another 1–2 minutes to ensure full curing.
4. How to Lengthen or Shorten Curing Time
To speed up curing:
Use a higher-power UV lamp
Reduce single-layer thickness
Keep the lamp-resin distance at 3–5 cm
If curing is too fast and causes an uneven surface, you can properly lower the power or use intermittent exposure for better leveling.
5. Summary
Overall, the curing time of UV resin is usually between 30 seconds and 3 minutes, depending on lamp power, resin thickness, product formula and environmental conditions. Ideal curing results can be achieved by mastering proper light source matching and layered operation techniques.For handmade creators and small-batch production users, the fast-curing advantage of UV resin greatly improves work efficiency. However, while pursuing speed, full curing must be ensured to guarantee the hardness, transparency and durability of the finished product.
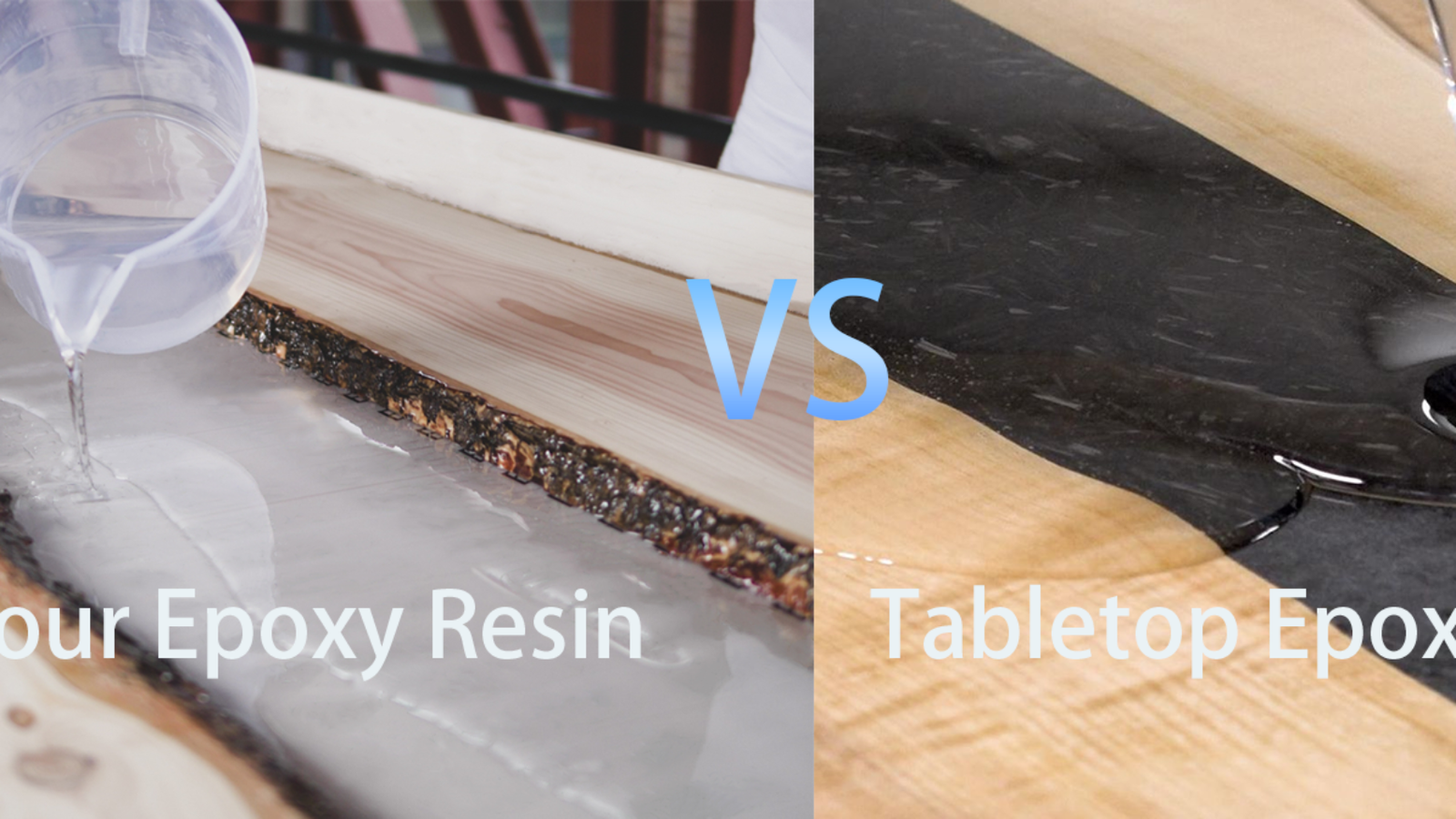
Deep pour epoxy resin (also known as casting epoxy resin) and tabletop epoxy resin (also known as coating epoxy resin) both fall under the two-component epoxy resin system, yet they exhibit significant differences in physical properties, construction requirements, performance characteristics and application scenarios due to distinct core formulation designs and functional orientations. The most crucial difference lies in their working thickness, which in turn leads to a series of consequent differences.
1、Physical Characteristics: Variances in Viscosity and Flowability
Viscosity is the most intuitive difference between the two, directly determining their flow capacity and filling performance.
Tabletop epoxy resin: It has a relatively high viscosity after mixing, with a honey-like consistency and low fluidity. This property allows it to spread slowly and self-level on flat surfaces, ultimately forming a uniform coating of approximately 3 mm in thickness naturally. It can cover surface gaps without additional troweling, making it ideal for creating smooth surface finishes. Some low-quality tabletop epoxy resins only have a self-leveling thickness of about 1.5 mm and require multiple coats to achieve a durable thickness.
Deep pour epoxy resin: It features an extremely low viscosity, almost water-like, with exceptional fluidity. It can easily penetrate wood gaps and mold corners, while facilitating the natural floating and release of air bubbles to avoid bubble residue during thick-layer casting. Its low-viscosity property is the foundation for achieving thick-layer casting, enabling the formation of a relatively thick molded layer in a single application.
2、Construction Parameters: Pouring Thickness, Working Time and Curing Cycle
Tabletop Epoxy Resin: The recommended single pouring thickness is 5–10 mm. If the thickness exceeds this range, the heat generated during curing cannot dissipate in time, which will trigger thermal runaway, leading to surface yellowing, cracking, and shrinkage deformation.It has a relatively short working time, with an operational window of only tens of minutes to 1 hour after mixing. The curing speed is fast: it can achieve initial curing at room temperature in 12–24 hours and complete curing in 24–72 hours. It also supports repainting within a short time (3–6 hours).The mixing ratio is mostly 1:1 by volume, and it has a low operation threshold.
Deep Pour Epoxy Resin: Specifically designed for thick-layer pouring, it can achieve a single pouring thickness of 12–50 mm. To control heat release, its formula adopts a slow-curing system, resulting in an extremely long working time of 3–10 hours or more. For some large-volume pouring products, the working time can be as long as 10 hours, which is sufficient to complete complex mold filling and bubble treatment.Its curing cycle is relatively long: initial curing takes 24–36 hours at room temperature, and complete curing may take several days. It is not suitable for thin pouring; otherwise, it will cause incomplete curing, sticky surfaces, or insufficient hardness.The mixing ratio is mostly 2:1 or 3:1 by volume, with a high requirement for mixing ratio accuracy.
3.Performance Characteristics: Hardness, Heat Resistance, and Stability
Tabletop epoxy resin focuses on surface protection, while deep pour epoxy resin emphasizes molding strength.
Tabletop Epoxy Resin: After curing, it exhibits high hardness, with a Shore D hardness ranging from 70 to 85. It boasts excellent scratch and wear resistance, coupled with superior water and heat resistance, effectively resisting bumps, water stains, and high-temperature contact during daily use. Most products are formulated with UV-protective additives, which reduce yellowing and discoloration caused by sunlight exposure, making them ideal for surfaces exposed to indoor environments for long periods. However, it has poor flexibility and relatively high brittleness, which may lead to cracking under severe impact.
Deep Pour Epoxy Resin: Its hardness after curing is lower than that of tabletop epoxy resin—a deliberate design choice. The deep pour formulation requires a slower reaction rate to enhance toughness and reduce internal stress, resulting in a slightly “softer” yet more flexible material compared to tabletop epoxy resin. It typically has a Shore D hardness of 60 to 75. Its key advantages include low curing shrinkage, excellent dimensional stability after thick-layer molding, and resistance to deformation. Due to its slow curing process, the internal stress is evenly distributed, ensuring overall toughness that surpasses that of tabletop epoxy resin. It also offers good yellowing resistance, but its UV protection capability is generally weaker than that of tabletop epoxy resin, so it may still discolor when exposed to prolonged sunlight.
The applicable scenarios of the two are strictly aligned with their performance characteristics and cannot be arbitrarily substituted, otherwise it will lead to project failure.
Tabletop Epoxy Resin: Its core application is surface coating protection, suitable for creating flat, high-gloss, and durable surface layers. Typical applications include sealing the surfaces of dining tables, bar counters, countertops, and solid wood furniture, as well as curing the surface layers of coasters, decorative panels, and mixed-media artworks. It can be mixed with pigments such as mica powder and alcohol ink to create colorful decorative surfaces, while also sealing wood and preventing deformation caused by moisture absorption. Note that if it is used outdoors, additional UV protection additives must be added or UV-protective tabletop epoxy resin should be purchased.
Deep Pour Epoxy Resin: Its core application is three-dimensional molding and thick-layer filling, suitable for the production of molded parts that require a certain thickness. Typical applications include river tables (filling wood gaps), resin castings, silicone mold molding (jewelry, pen holders, ornaments), large-scale artworks encapsulation, and building gap filling. Objects such as metal, wood, and flowers can be embedded and encapsulated within it to create a transparent and three-dimensional effect. Due to its insufficient hardness, large molded parts (such as river table tops) usually require an additional layer of tabletop epoxy resin to be applied on the surface, balancing thickness and surface durability.
5.Summary and Selection Principles
Essentially, tabletop epoxy resin is a “coating resin” focused on thin-layer protection and high-gloss decoration; deep pour epoxy resin is a “molding resin” designed for thick-layer filling and three-dimensional molding. The selection of the two must follow the “thickness matching” principle:
For thin-layer (1–3 mm) surface protection and high-gloss decoration, with a focus on fast curing and high hardness, choose tabletop epoxy resin.
For thick-layer (≥3 mm) molding, gap filling, and object encapsulation, requiring bubble and shrinkage control, choose deep pour epoxy resin.
For complex projects (e.g., river tables), a combination can be used: deep pour epoxy resin fills gaps to achieve the required thickness, while tabletop epoxy resin is applied to the surface to enhance hardness and wear resistance.
Color mixing is an extremely crucial process when using deep pour epoxy resin for creating large artworks, river tables and other pieces. It requires a balanced consideration of color uniformity, curing stability and visual effects. Due to the fluidity, bubble release characteristics of deep-pour epoxy resin, as well as the amplifying effect of its thickness on color presentation, the color mixing process differs significantly from that for surface coating. Below are some of Jinhua’s experiences in color mixing for deep-pour epoxy resin, provided for your reference.
1.Pigment Selection and Compatibility Testing
The chemical properties of deep-pour epoxy resin are sensitive, making pigment selection a critical step that directly impacts the curing performance. It is therefore essential to avoid non-specialized pigments in the first place and select the suitable pigment type according to specific requirements.
(1)Recommended Pigment Types and Their Applicable Scenarios
Specialized liquid resin dyes: Best suited for deep pouring, with excellent solubility that enables complete fusion with resin, delivering a uniformly transparent or translucent hue without any graininess. Ideal for creating gradient and transparent effects (e.g., simulating water bodies or amber textures). A single drop can color 20–100g of resin (standards vary by product; refer to the product instructions), offering easy dosage control and minimal impact on curing.
Mica powder pigments: Powder-form with natural mineral ingredients, they create pearlescent, metallic luster or a delicate frosted texture, ideal for crafting deep-pour artworks in retro and gorgeous styles (e.g., resin river tables, decorative ornaments). Note to disperse in advance to prevent clumping.
Specialized epoxy resin pastes/color gels: High in concentration and hiding power, they are suitable for projects requiring solid, opaque effects, such as custom color blocks and embedment encapsulation. Strictly control the dosage to avoid compromising the resin’s fluidity.
Alcohol inks: Ideal for creating artistic textures like marble and cell patterns, with vivid colors and excellent spreadability. For accent use only; excessive amounts will damage the resin curing system, leading to a tacky surface or cracking.
(2)Prohibited Pigments
Non-specialized colorants such as food colorings, regular nail polishes and low-cost craft pigments can easily cause incomplete curing of the resin (resulting in a tacky or soft finish), color bleeding or excessive bubbling, which completely ruins the effect of deep pouring. In addition, any colorants containing water or oil must be avoided entirely to prevent curing failures.
(3)Compatibility Testing
Regardless of the pigment used, a small-batch test must be conducted before official color mixing: Take 50–100g of resin (before mixing components A and B in the specified ratio), add the planned dosage of pigment, stir thoroughly and pour into a small mold. Observe the curing condition for 24–48 hours. Proceed with mass mixing only after confirming no abnormalities and that the color meets expectations. This step is mandatory especially when using a new brand of pigment or resin for the first time.
2、Standard Color Mixing Operation Procedure
Color mixing for deep-pour epoxy resin shall follow the principles of “Disperse First, Mix Later, Control Dosage, Prevent Bubbles”, with the procedures as follows:
(1) Preparations
Set up a clean, well-ventilated and constant-temperature workbench (20–25℃) to prevent dust contamination. Prepare dry mixing containers, stirring rods (silicone rods are recommended for easy cleaning and reduced bubble formation), measuring cups, pigment tools and test molds. Bring the deep-pour epoxy resin to room temperature in advance to ensure stable fluidity.
(2)Pigment Pre-dispersion (Critical Step)
For powder pigments (e.g., mica powder), first mix a small amount of Resin Part A (without hardener) with the pigment and stir into a uniform, particle-free slurry, then pour the slurry into the remaining Part A and stir thoroughly. This step prevents pigment clumping and avoids defects such as color spots and streaks after deep pouring. Liquid pigments can be directly added to Part A in small, separate portions without pre-dispersion, but the addition must be done dropwise and slowly.
(3)Resin Mixing & Color Tuning
Accurately weigh Resin Parts A and B in accordance with the ratio specified in the resin manual (usually 2:1 or 1:1 by volume). First, stir Part A with the pre-dispersed pigment thoroughly to ensure uniform color throughout (stir slowly in a circular motion along the container wall to minimize bubble generation).
Add Part B and continue stirring for 3–5 minutes until the mixture becomes completely transparent and free of floccules. Scrape the bottom and side walls of the container repeatedly during stirring to avoid residual unmixed resin, which may cause local color unevenness or poor curing.
Color fine-tuning: Follow the principle of “small amounts, multiple additions”. Stir for 30 seconds after each pigment addition before checking the color. Since deep pouring amplifies color concentration (the color of a thick layer is 30%–50% darker than a thin layer), leave room for lighter color during fine-tuning to prevent the final color from being overly dark.
(4) Bubble Treatment & Settling
After color mixing, let the mixing container stand for 2–5 minutes to allow bubbles generated by stirring to float up naturally. Then, quickly sweep the surface with a heat gun (low temperature setting, 15–20cm away) or a butane torch to eliminate residual bubbles. Deep-pour epoxy resin has high inherent fluidity, so minor bubbles can float up on their own—avoid overheating to prevent interference with the resin’s curing reaction.
3、Key Techniques and Dosage Control
(1) Golden Rule for Dosage
The total dosage of pigments must be strictly controlled at 1%–5% of the total weight of the mixed resin (Parts A + B), with a maximum limit of 10%. Excessive pigments will disrupt the chemical balance of the resin, leading to slow curing, a tacky surface, insufficient hardness, and even shrinkage and cracking. A small amount of pigment is sufficient to achieve deep coloring—especially for liquid dyes, just 1–2 drops can create a pale color effect.
(2) Tips for Optimizing Color Effects
Transparent effect: Select liquid dyes and control the dosage at 1%–2%. Combined with transparent deep-pour epoxy resin, it can create a glass or gem-like texture, ideal for embedding specimens and metal parts.Pearlescent/metallic effect: Control the dosage of mica powder at 2%–3%, add it after pre-dispersion, and lightly sweep the surface with a heat gun after pouring to enhance the layered sense of luster.Artistic textures: When adding accents with alcohol inks, first pour a solid-color resin base. After the surface slightly gels, drop a small amount of ink, gently guide the texture with a toothpick, and then use a heat gun to assist in diffusion to prevent excessive ink penetration.Color calibration: The cured resin color may differ from its liquid state (usually slightly darker). Record the color comparison between liquid and cured states during the testing phase for precise control in bulk color mixing.
(3) Troubleshooting Common Issues
Color unevenness/streaks: Mostly caused by inadequate pigment dispersion or incomplete stirring. The solution is to enhance the pre-dispersion step, extend stirring time during mixing and scrape the dead corners of the container to avoid local pigment accumulation.Residual bubbles: In addition to static settling and heat defoaming, a small amount of specialized defoamer (dosage ≤ 0.5%) can be added during color mixing. However, the compatibility between the defoamer and pigments must be tested first to avoid color distortion.Color fading after curing: Choose UV-resistant pigments and avoid ordinary red and purple pigments that are prone to oxidation. If the finished product needs long-term exposure to sunlight, a UV protective coating can be applied.
4.Safety and Post-Procedure Notes
Wear gloves and a mask during color mixing and pouring to avoid direct skin contact with pigments. Meanwhile, keep the area well-ventilated to reduce inhalation of volatile fumes from resin and pigments. Pour the remaining colored resin within the working time (usually 30–40 minutes, subject to the resin instructions) to prevent operational failure due to resin thickening.
Maintain a clean and constant-temperature environment during the curing stage, and avoid vibration and extreme temperature differences. Deep-pour epoxy resin typically requires 24–72 hours for full curing. Do not touch or move the resin before complete curing to ensure stable color and a smooth surface.
Deep pour epoxy resin is a two-component (resin + hardener) epoxy resin system. Its core characteristic is the ability to achieve relatively thick layers in a single casting (general casting thickness ranges from 1 inch to 8 inches, with some industrial-grade products reaching 12 inches). Simultaneously, by controlling the formulation, it achieves a long gel time and low exothermic temperature rise, avoiding cracking and shrinkage problems caused by heat accumulation during curing.
Its core advantages stem from precise formulation design: on the one hand, its low viscosity gives it excellent self-leveling and air release capabilities, resulting in a bubble-free, crystal-clear molding effect. Some products also contain UV inhibitors to improve resistance to yellowing. On the other hand, its 100% solids content and low VOC (volatile organic compound) properties enhance safety in use. After curing, it possesses high hardness, wear resistance, chemical corrosion resistance, and waterproof and moisture-proof properties, and is not prone to deformation or aging over long-term use.
The key difference between deep-cast epoxy and ordinary epoxy resin lies in the upper limit of casting thickness and curing characteristics: the single casting thickness of ordinary epoxy is usually 2-5mm (a single casting thickness exceeding 5mm will cause violent exothermic curing leading to runaway, central scorching, surface cracking, and performance degradation, which is why “deep-cast epoxy” and “ordinary epoxy” must be strictly distinguished), requiring multiple layers, while deep-cast epoxy can significantly reduce the number of construction layers; the surface drying time is also longer (usually 6-14 hours), which can meet the needs of complex shape design or object embedding, and the curing cycle is relatively long (complete curing requires 7-14 days), but the structural stability after molding is stronger.
With a wide range of applications, covering both artistic creation and industrial fields, it can be used to create river tables, resin jewelry, encapsulated ornaments, large decorative sculptures, etc. Specific specifications must be followed during use. Typically, it needs to be precisely mixed at a volume ratio of 2:1 (resin:hardener, some products can reach 3:1). After thorough mixing, it should be poured. An ambient temperature of 18-27℃ and humidity below 70% are more conducive to molding. Hot air can be used to help remove air bubbles generated during mixing.
The core of correctly using deep-cast epoxy resin is to control four key aspects: environmental control, precise mixing ratio, standardized operation, and proper curing. Combined with its characteristics of “long working time, low heat release, and thick-layer casting,” following the standardized operation of the entire process—”preparation—mixing—casting—air bubble removal—curing”—can effectively avoid problems such as air bubbles, cracking, shrinkage, and yellowing, ensuring the molding effect. The following are detailed steps and precautions:
1、Preliminary preparations: Dual control of environment and materials
(1)Environmental condition control (core critical factor)
Temperature control: Temperature control is a crucial aspect of deep-cast epoxy resin processes. The ambient temperature needs to be stable between 18-27℃, with the optimal temperature being 22-25℃. Too low a temperature will lead to increased resin viscosity, mixing difficulties, slow curing, or even incomplete curing; too high a temperature will shorten the working time, exacerbate the exothermic reaction, and increase the risk of cracking. Avoid operation in direct sunlight, excessively ventilated environments, or environments with large temperature differences. In winter, avoid using “frozen materials” directly; allow them to stand indoors for 24 hours before use.
Humidity Control: Humidity control is even more important than temperature control. The optimal ambient humidity range is 40%-60% RH, with a maximum limit of 70% RH. High humidity can cause the resin surface to turn cloudy, remain tacky after curing, and even compromise adhesive strength. Dehumidifiers should be used to regulate humidity during rainy seasons or plum rain periods.
Ventilation requirements: Choose a well-ventilated space. Although the VOC content of deep-cast epoxy resin is low, a slight odor may still be generated during mixing. Ventilation can prevent odor accumulation and reduce dust falling into the uncured resin.
(2)Material and tool preparation
Core Materials: Confirm the type and shelf life of the deep-cast epoxy resin (resin + hardener), prioritizing products suitable for the current application scenario (e.g., choose a high-transparency, anti-yellowing version for artistic creations, and a high-strength, corrosion-resistant version for industrial applications). Check for sedimentation or clumping. If slight sedimentation occurs, slowly stir the resin 30 minutes before mixing (to avoid air bubbles).
Tool Preparation: ① Mixing Container: Use a clean, dry, and oil-free plastic or glass container. The container capacity should be 1.5-2 times the estimated casting volume (allowing for mixing space to prevent overflow), and the inner wall should be smooth (for even mixing); ② Stirring Tool: Use a wooden, plastic, or silicone stirring rod. Avoid using metal rods (which may introduce impurities or affect curing); ③ Auxiliary Tools: Measuring cup (with graduations for precise proportioning), heat gun/butane torch (for removing air bubbles), gloves (corrosion resistant), goggles, mask (for protection), and release agent (if demolding is required, such as for making a river table, apply to the inner wall of the mold beforehand).
Substrate preparation: If pouring onto a substrate such as wood or concrete, ensure the substrate is dry (moisture content below 10%), clean, free of oil and dust. Wood needs to be sanded smooth beforehand, and concrete needs to have loose particles removed and be dry. If necessary, apply a layer of epoxy resin primer to enhance adhesion and prevent air or moisture from the substrate from seeping into the resin and causing bubbles.
2、Core operations: precise mixing and standardized pouring
(1)Precise Mixing Ratio (Critical Step, No Deviation Allowed)
For deep-cast epoxy resin, a volume ratio of “resin:hardener = 2:1” is typically used (refer to the product instructions for specific details; some products may use a 3:1 ratio). Precise measurement using a graduated measuring cup is essential; estimation based on feel is strictly prohibited.
Measurement Points: Pour in the resin first, then the hardener, avoiding reversing the order. The measuring cup should be placed horizontally, with your line of sight aligned with the graduations to minimize errors.
Impact of Deviation: Inaccurate mixing ratios will directly lead to incomplete resin curing, resulting in problems such as a sticky, soft surface and insufficient hardness. Even adding more material later cannot salvage the situation.
(2)Mix thoroughly (to avoid air bubbles and uneven curing).
Stirring Method: Slowly stir along the inner wall of the container with a stirring rod in the same direction (clockwise or counterclockwise) at a moderate speed to avoid introducing a large amount of air during rapid stirring. Ensure the bottom and corners of the container are completely covered during stirring. Mix for 3-5 minutes until the resin and hardener are fully combined, and the solution is transparent, uniform, and free of streaks, particles, and turbidity.
Secondary Stirring (You can choose to stir only once, but secondary stirring is recommended for better air bubble release): Pour the mixed resin solution into another clean container and stir a second time (1-2 minutes). This further ensures uniform mixing and helps release some of the tiny air bubbles generated during stirring.
(3)Standardized pouring (controlling flow rate and thickness)
Pouring Timing: After mixing, let stand for 1-2 minutes (allowing tiny air bubbles to rise naturally) before pouring. Avoid prolonged standing time, which can increase resin viscosity and affect flow and spread.
Pouring Method: Slowly pour the resin along the edge of the mold or substrate, allowing it to self-level naturally. Do not pour directly into the center (to avoid impact and air bubbles). For larger areas or complex molds, pour slowly in sections to ensure even coverage without any gaps.
Thickness Control: Strictly adhere to the maximum single-pour thickness specified in the product (typically 1-8 inches). Excessive thickness will prevent heat dissipation during curing, leading to resin cracking and shrinkage. For thicker finished products, pour in batches, waiting for each layer to fully gel (usually 6-14 hours) before pouring the next layer. The total thickness of adjacent layers must still meet product requirements.
3、Bubble removal and surface finishing
(1)bubble removal
Preliminary Defoaming: After pouring, let stand for 3-5 minutes to allow air bubbles generated during mixing and pouring to rise naturally to the surface.
Secondary Defoaming: Use a hot air gun or butane torch (set to low flame) to evenly move along the resin surface (10-15 cm away from the surface to avoid localized high temperatures that could burn the resin). Use heat to break up the air bubbles. For areas difficult to reach with hot air, such as mold edges and corners, gently tap the outer wall of the mold to help the bubbles rise. During operation, be careful not to leave the hot air gun/torch in the same position for too long to prevent localized overheating, discoloration, or premature curing of the resin.
Special Cases: If there are many air bubbles in the resin, vacuum defoaming of the mixture can be performed before pouring (requires specialized vacuum equipment). Defoaming time is 1-2 minutes, until the bubbles completely disappear.
(2)Surface finishing
Besides air bubbles, surface smoothness and detail processing directly affect the final product’s quality. Surface preparation must be completed before resin gelling. The specific steps are as follows: After air bubble removal, check the resin surface for smoothness. If there are drips or bumps, gently guide the resin to self-level. If decorative elements (such as wood, stone, or dried flowers) need to be embedded, gently place them in before resin gelling (during the working time), adjusting them to the appropriate position, avoiding forceful pressing to prevent air bubbles. If new air bubbles form after placement, de-bubbling treatment must be performed again.
4、Post-Curing Maintenance and Treatment
(1)Curing Stage Protection
Gel stage (6-14 hours): During this stage, the resin gradually loses its fluidity. Do not touch or move the mold or finished product to avoid scratches or dents on the surface. Keep the environment clean to prevent dust and debris from falling into the uncured resin.
Initial curing (24-48 hours): The resin surface hardens and can be lightly touched, but it is not yet fully cured. Do not bear weight, sand, or demold (specific times are subject to the product instructions). If the ambient temperature is low, the initial curing time needs to be extended.
Complete curing (7-14 days): The resin is completely cured internally, possessing final hardness, strength, and corrosion resistance. Demolding, sanding, polishing, and other subsequent processing can be performed at this time. Before complete curing, maintain a stable environment and avoid drastic temperature changes and vibrations.
(2)Subsequent processing
After complete curing, if there are minor imperfections on the surface of the finished product (such as small bubbles or rough edges), sandpaper can be used to smooth it out, and then polishing can be performed to restore the high transparency and gloss of the surface. If used in industrial settings, no further processing is required, and it can be put into use directly.
5、Safety and Common Problem Avoidance
(1)Safety Precautions
Personal Protective Equipment: Wear gloves, goggles, and a mask throughout the operation to avoid direct contact of the resin with skin and eyes. If the resin comes into contact with skin, wash immediately with soap and water. If it splashes into eyes, rinse thoroughly with plenty of water and seek medical attention immediately.
Contraindications: Smoking and open flames are strictly prohibited near the resin (some resin components are flammable). Keep out of reach of children and pets. Do not pour uncured resin down the drain; seal it and dispose of it as hazardous waste.
(2)Common problems and avoidance methods
Surface stickiness and incomplete curing: This is mostly caused by mixing ratio deviations or excessively low ambient temperature. The solution is precise mixing ratios and controlling the ambient temperature between 18-27℃. If problems have already occurred, slight stickiness can be removed by sanding after complete curing; severe stickiness requires removal and re-pouring.
Cracking and shrinkage of finished products are mostly caused by excessive thickness of a single pour, heat accumulation, or large temperature differences in the environment. The way to avoid this is to strictly control the thickness of a single pour and keep the curing environment temperature stable.
White haze on the surface: This is mostly caused by excessive ambient humidity or excessively high moisture content in the substrate. The solution is to control the ambient humidity below 70%, pre-dry the substrate, and apply a sealing primer if necessary.