Two Numbers on Every TDS — and Why Most Buyers Misread Them
Pull up the technical data sheet for almost any epoxy resin product and you’ll find two time-related specs listed somewhere near the top: pot life and working time. They’re often close in value. Sometimes they’re used interchangeably in product descriptions. And when buyers don’t understand the difference — which happens more than any epoxy resin manufacturer would like to admit — it causes real production problems downstream.
Sourcing epoxy resin at a B2B scale means those problems don’t stay small. A formulation with a pot life that doesn’t match your customer’s pour volume triggers exothermic overheating, cracked castings, and product returns. Mismatched working time on a table top epoxy line means inconsistent finish windows and rework. Neither outcome is about the resin being defective — it’s about the wrong specification being selected for the application.
This article draws a clear line between pot life and working time, explains what drives each, and gives B2B buyers a working framework for matching epoxy specifications to end-use requirements before placing an order.
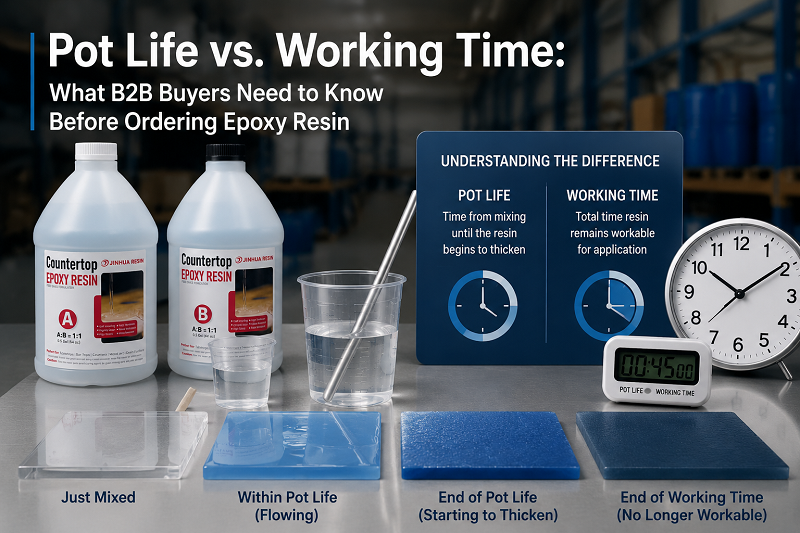
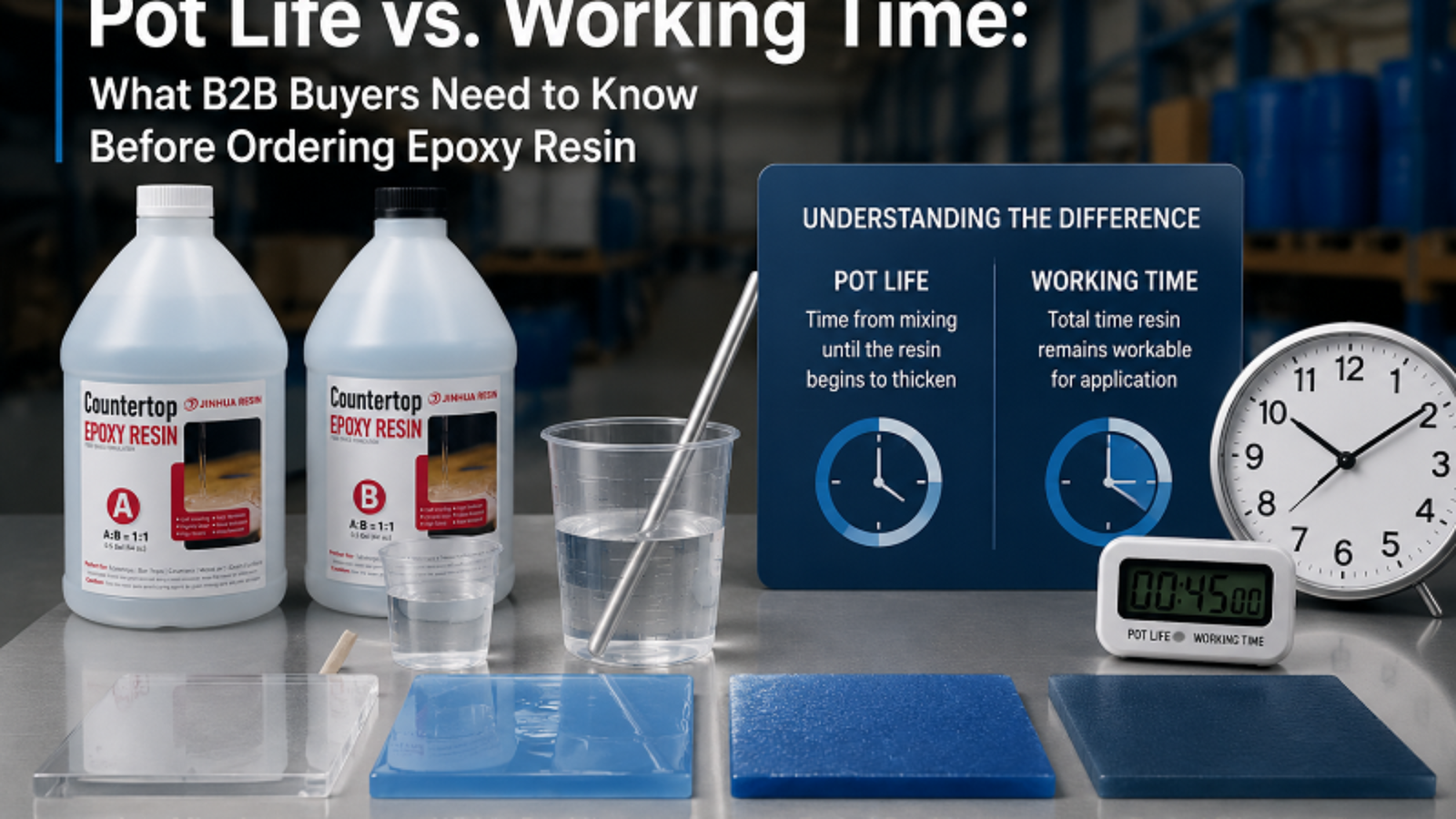
Pot Life: The Clock Starts at Mix
Pot life — also called gel time in some technical contexts — is the period after Parts A and B are combined during which the mixed resin remains fluid enough to pour, pump, or process. Once pot life expires, viscosity has risen to the point where the material won’t flow properly, won’t wet out surfaces, and won’t self-level. Forcing it past that point produces defects.
The mechanism behind pot life is exothermic crosslinking. When epoxy resin and hardener are combined, the curing reaction begins immediately and generates heat as a byproduct. That heat accelerates the reaction, which generates more heat — a self-reinforcing cycle that drives viscosity up and eventually gels the material.
Pot life is typically measured in the laboratory under controlled conditions: a fixed mass of mixed resin (often 100g or 150g) in a standard container at a standard temperature (usually 25°C), timed until viscosity reaches a defined threshold. The number on the TDS reflects that specific test condition. In actual production — larger masses, different ambient temperatures, different container geometries — pot life will deviate, sometimes significantly.
What Shortens Pot Life
Temperature. Every 10°C increase in ambient temperature roughly halves the pot life of most standard epoxy systems. A product specified at 45 minutes pot life at 25°C may behave like a 20-minute system in a warehouse running at 35°C in summer. This is not a defect — it’s chemistry. It’s also something that needs to be communicated clearly in product documentation aimed at end users who work in varying environments.
Mass. Larger pours trap more heat. A 100g mass dissipates heat relatively efficiently; a 500g mass in the same container geometry does not. Deep pour applications — river tables, thick casting blocks — are the classic case where mass-related exotherm becomes a critical variable. Table top epoxy formulated for thin flood coats will overheat catastrophically in a deep pour application, regardless of what the TDS says about pot life under standard test conditions.
Container geometry. Wide, shallow containers dissipate heat faster than narrow, deep ones. The same mixed volume of resin will have a meaningfully longer effective pot life in a wide mixing tray than in a tall cylindrical container. Buyers who are packaging resin for professional or industrial customers need to think about the containers their customers will actually be using.
Hardener type and ratio. Aliphatic amine hardeners tend to produce faster, more exothermic cures than cycloaliphatic or aromatic alternatives. The mix ratio between Part A and Part B directly affects cure rate — off-ratio mixing, intentional or accidental, shifts pot life. If a customer is trying to extend pot life by adjusting the ratio, they’re compromising the stoichiometry of the cure and introducing mechanical property defects into the finished product. This is one of the more common misuse patterns that comes back to importers as warranty claims.
Working Time: The Clock Starts at Application
Working time is the period after mixing — and often after some initial pour — during which the resin can still be manipulated: spread, leveled, have inclusions positioned, have bubbles addressed, or receive additional pours in a multi-layer application. Once working time expires, the surface has skinned enough that manipulation leaves marks, inclusions won’t sink properly, and additional material won’t chemically bond as cleanly.
Working time is almost always shorter than pot life for a given formulation. The resin may still be technically fluid enough to pour (within pot life) while being too far along in the cure cycle to produce a clean finish if worked (past working time). The gap between the two numbers is where many application errors happen.
For table top epoxy applications specifically, working time is the more operationally critical number. A fabricator doing a live-edge pour on a conference table needs to know how long they have to position inclusions, torch bubbles, and make level adjustments before the surface locks. Getting that number wrong — either from a product description that blurs pot life and working time, or from a customer who assumed the numbers were the same — produces rejects.
Factors That Affect Working Time
Working time is influenced by the same thermal variables as pot life — temperature, mass, container geometry — but with additional sensitivity to surface area. Once poured into a thin film, epoxy dissipates heat faster and the working window can extend relative to what the same volume would show in a container. This is counterintuitive to buyers who expect thinner pours to cure faster, but the thermal dynamics run in the opposite direction at the surface level.
UV resin systems behave differently again. Working time in a UV-curable formulation is essentially indefinite until the material is exposed to the appropriate wavelength of UV light — which makes them highly controllable for precision industrial assembly applications but requires careful light-exposure management during handling and processing.
Reading a TDS: What the Numbers Actually Mean
Most technical data sheets from Chinese epoxy resin manufacturers will list pot life and working time under “Curing Properties” or “Processing Parameters.” A typical entry might look like this:
| Property | Value | Test Condition |
|---|---|---|
| Mix Ratio (A:B by weight) | 2:1 | — |
| Pot Life (100g mass) | 30–45 min | 25°C |
| Working Time | 20–35 min | 25°C |
| Tack-Free Time | 6–8 hours | 25°C |
| Full Cure | 24–72 hours | 25°C |
The test condition column is the one that gets ignored most often. Those pot life and working time numbers apply at 25°C, with a 100g mass, under laboratory conditions. They are reference points, not guarantees about how the product will behave in a 38°C workshop in Queensland or a 15°C warehouse in Ontario in February.
A TDS that omits test conditions entirely — which happens — should raise questions. The number is meaningless without the context. When evaluating an epoxy resin manufacturer’s product documentation, ask specifically what test conditions were used and whether data is available at temperature ranges relevant to your customers’ operating environments.
B2B Application Matching: Which Spec for Which Use Case
Understanding the difference between pot life and working time is only useful if it informs sourcing decisions. Here’s how the specs map to common B2B end-use categories.
Table Top Epoxy for Furniture and Bar Tops
What matters: Working time is the primary spec. Fabricators doing flood coat applications on wood surfaces need 20–40 minutes of working time to spread, level, and address bubbles. Pot life can be longer — it typically is — but working time is the operational constraint.
What to avoid: Formulations with very short working time (under 15 minutes) that are marketed primarily on fast cure. Fast cure at the expense of working time creates quality problems in professional finishing environments. A table top epoxy with 24-hour full cure but 35-minute working time is generally more useful to a furniture maker than one with 8-hour full cure and 12-minute working time.
Deep Pour Casting for River Tables and Art Blocks
What matters: Pot life in deep pour applications is secondary to exothermic control. The key spec is maximum pour depth per layer — and that number derives from the formulation’s heat dissipation characteristics, not just the pot life figure. A product with a long pot life achieved through a slow-cure hardener system will still overheat in a deep pour if the formulation hasn’t been designed for thermal management.
What to ask: Maximum recommended pour depth, maximum recommended pour mass, and whether the TDS includes temperature rise curves under different pour conditions. A serious deep pour epoxy manufacturer will have this data. One that doesn’t is selling table top epoxy in a different container.
Industrial Laminating and Composite Applications
What matters: Pot life drives productivity in infusion and wet layup processes. The resin needs to remain fluid long enough to fully wet out reinforcement fabric before gelation. Working time is relevant for manual layup; in infusion processes, pot life governs the processing window entirely.
What to watch: Pot life at elevated temperatures matters here because composite manufacturing often takes place in heated tooling or in ambient conditions that vary significantly with season. Request pot life data across a temperature range, not just at 25°C.
UV Resin for Electronics, Optics, and Precision Assembly
What matters: Cure initiation control — which UV resin handles through wavelength sensitivity rather than time-based pot life. Working time is essentially unlimited until light exposure occurs, which is the primary advantage in precision assembly. The relevant specs are irradiance requirement, cure depth, and whether the formulation supports dual-cure (UV plus thermal) for shadow areas.
Questions to Ask Your Epoxy Resin Manufacturer Before You Order
A supplier who understands their product should be able to answer these without consulting a product manager.
On pot life:
- What is the pot life at 25°C for the standard test mass? What is it at 30°C and 35°C?
- How does pot life change for larger pour masses — for example, 500g or 1kg?
- Is pot life data available for the specific hardener system in the formulation, or is it a standard reference?
On working time:
- What is the working time for a thin flood coat application (2–4mm depth)?
- How does working time differ for pours at 5mm, 10mm, and 25mm depths?
- At what point does manipulation of the surface produce visible defects?
On temperature sensitivity:
- Do you have pot life and working time data across a temperature range (15°C, 25°C, 35°C)?
- What do you recommend for customers working in high-temperature environments?
On documentation:
- Can you provide the full TDS including test conditions for all published specifications?
- Is a Certificate of Analysis available for each production batch confirming the key cure parameters?
These questions separate suppliers who know their chemistry from those who are reselling formulations they don’t fully understand. The answer quality tells you as much as the answer content.
Jinhua Resin (jinhuaresin.com) is a Guangdong-based epoxy resin manufacturer producing table top epoxy, deep pour casting resin, and UV resin for B2B export markets. Full TDS documentation including temperature-range cure data, batch CoA, and formulation transparency for regulatory compliance are available for all product lines.
A Quick Reference: Pot Life vs. Working Time
| Pot Life | Working Time | |
|---|---|---|
| Definition | Time mixed resin remains pourable | Time mixed resin can be manipulated |
| Typical relationship | Longer | Shorter |
| Primary driver | Exothermic reaction rate | Surface skin formation |
| Most affected by | Temperature, mass, container shape | Temperature, pour depth, surface area |
| Critical for | Deep pour, infusion, pumping | Table top, flood coat, inclusion work |
| TDS test condition | Usually 100g at 25°C | Usually 25°C, thin film or standard mass |
The Spec That Gets Skipped Is the One That Creates Problems
Pot life and working time are not interchangeable, and a TDS that blurs the line between them — or a sales conversation that glosses over test conditions — sets up downstream problems that are hard to trace back to the spec mismatch that caused them.
For B2B buyers sourcing at scale, getting these numbers right before the first order means fewer returns, fewer warranty conversations, and fewer customers who tried the product once and switched suppliers. That starts with asking better questions of your epoxy resin manufacturer — and knowing what acceptable answers look like.
Need full TDS documentation with pot life and working time data across temperature ranges for table top epoxy or casting resin? Jinhua Resin provides complete technical documentation for all export product lines: jinhuaresin.com