The Part of UV Resin Sourcing Nobody Talks About Until Production Stalls
Sourcing UV resin for industrial use involves two separate decisions that most buyers treat as one. The first is the resin itself — formulation, viscosity, cure depth, adhesion properties, chemical resistance. The second is the curing equipment — light source type, wavelength output, irradiance, conveyor speed or exposure time.
Both decisions matter. But they only work when they’re matched to each other.
A UV resin formulated with photoinitiators that absorb at 365nm will cure poorly — or not at all — under a mercury arc lamp with peak output at 254nm, even if everything else about the setup looks right. A formulation designed for broad-spectrum mercury exposure will underperform under a narrow-band 395nm LED system if the photoinitiator package wasn’t selected for that wavelength.
The mismatch between resin formulation and curing equipment is one of the most common — and most avoidable — production problems in UV resin applications. It surfaces as incomplete cure, tacky surfaces, delamination, or inconsistent through-cure in thicker sections. It gets blamed on the resin. It gets blamed on the equipment. The actual cause is a specification gap between the two that nobody checked at the sourcing stage.
This article closes that gap.

How UV Curing Works: The Photochemistry Basics
UV resin cures through photopolymerization — a chain reaction initiated by UV light rather than heat. The mechanism depends on photoinitiators: specialty molecules embedded in the resin formulation that absorb photons at specific wavelengths and break apart into reactive radical or cationic species. Those species then initiate the crosslinking reaction that converts liquid resin to solid polymer.
The critical variable is the match between photoinitiator absorption spectrum and light source emission spectrum. Photoinitiators don’t respond to all UV light equally. They have specific absorption peaks — wavelengths at which they’re maximally efficient at converting photons to reactive species. Light that falls outside those peaks passes through the resin largely unused, generating heat rather than cure.
This is not a minor efficiency issue. At significant spectral mismatch, the resin simply won’t cure — or will cure only at the surface while remaining liquid underneath. In thin-film applications like electronics conformal coating or optical bonding, this manifests as surface tack. In thicker applications like casting or potting, it shows up as an uncured core.
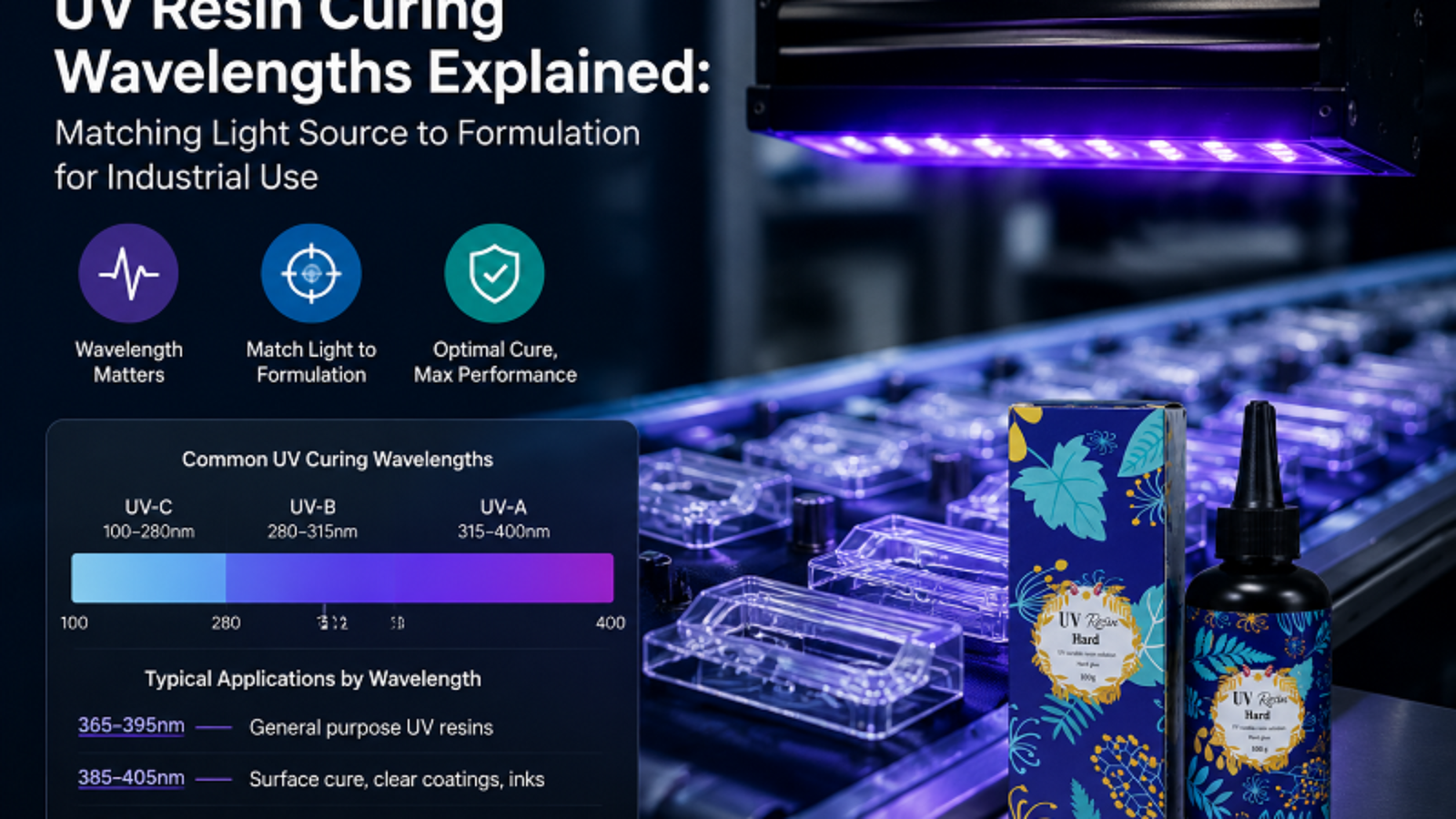
The UV Spectrum: What the Wavelength Ranges Mean
The UV spectrum relevant to industrial curing runs from approximately 200nm to 420nm. Within that range, different bands have different penetration characteristics and different interactions with common photoinitiator chemistries:
UV-C (200–280nm): Shortest wavelength, highest energy per photon. Strong surface cure, very limited depth penetration. Relevant for surface sterilization and some specialty coating applications, less common in epoxy resin curing.
UV-B (280–315nm): Intermediate range. Some photoinitiator systems are optimized for this band, but not the majority of industrial applications.
UV-A (315–400nm): The primary workhorse range for industrial UV resin curing. Most commercial photoinitiators — including the Irgacure and Omnirad families widely used in epoxy and acrylate systems — have major absorption peaks between 320nm and 380nm. Better depth penetration than UV-C or UV-B.
Visible violet (400–420nm): Increasingly relevant as LED curing systems have pushed toward longer wavelengths for efficiency reasons. Some formulations specifically designed for LED curing use photoinitiators optimized for 395nm or 405nm.
Light Source Types: What’s Actually Available
Mercury Arc Lamps (Broadband)
The traditional workhorse of industrial UV curing. Mercury vapor discharge produces a broad emission spectrum with peaks at multiple wavelengths across the UV range — 254nm, 313nm, 365nm, 404nm, and others. The broadband output means mercury arc lamps are relatively forgiving: most standard UV resin formulations cure adequately under mercury arc because the lamp output overlaps with a wide range of photoinitiator absorption spectra.
The practical disadvantages: mercury lamps run hot, have meaningful warm-up and cool-down requirements, contain mercury (creating disposal obligations in regulated markets), and degrade over time — output drops as the lamp ages, and a lamp that cured well at installation may be undercuring at 1,000 hours of use.
For high-volume industrial production lines where cure consistency is critical, mercury lamp aging introduces variability that requires active management: regular output measurement, scheduled replacement intervals, and process validation after lamp changes.
Mercury Lamps with Iron or Gallium Additives
Doped mercury lamps — iron-doped or gallium-doped — shift the emission spectrum toward longer wavelengths or fill in specific spectral gaps in standard mercury output. Iron doping adds emission in the 350–400nm range, improving surface cure for pigmented systems where shorter UV wavelengths are absorbed by pigment before reaching the photoinitiator. Gallium doping adds output at around 403nm and 417nm, useful for thick-section curing and for some cationic epoxy systems.
For buyers sourcing UV resin for applications with pigmentation or for thick-section potting, the lamp dopant is a variable worth discussing with both the resin supplier and the equipment supplier simultaneously — not as separate conversations.
UV LED Systems
LED-based UV curing has become the dominant technology in new industrial installations over the past decade, and for good reasons. LEDs produce narrow-band output centered on a specific peak wavelength — typically 365nm, 385nm, 395nm, or 405nm — with no warm-up time, instant on/off capability, no mercury content, dramatically lower heat output, longer service life (20,000+ hours vs. 1,000–2,000 for mercury lamps), and consistent output over that service life.
The tradeoff is the narrow spectral band. Unlike mercury arc, an LED system at 395nm delivers essentially no output at 365nm or 320nm. If the resin formulation’s photoinitiators don’t absorb efficiently at 395nm, the cure will be incomplete regardless of irradiance level or exposure time.
This is where the wavelength matching question becomes binary rather than a matter of optimization. Under mercury arc, a formulation mismatch often produces a degraded but functional cure. Under LED, a formulation mismatch can produce no meaningful cure at all.
The practical upshot for B2B buyers: if your production line uses LED curing equipment, you need a UV resin formulation that has been specifically validated for that LED wavelength. “UV resin” as a generic category is not sufficient specification. “UV resin validated for 395nm LED cure” is the correct specification.
Excimer Lamps and Specialty Sources
Excimer lamps produce narrow-band UV output at very short wavelengths — 172nm or 222nm — for specialty surface treatment applications. Not relevant to most epoxy resin curing scenarios, but worth knowing exist if you encounter references to them in equipment literature.
Cure Depth: Why Wavelength Isn’t the Only Variable
Wavelength matching is necessary but not sufficient for adequate through-cure in applications with meaningful thickness. The other critical variables are irradiance and exposure time — and they interact with resin formulation in ways that matter for industrial process design.
Irradiance
Irradiance is the intensity of UV light at the surface of the resin, measured in mW/cm². Higher irradiance produces more photons per unit time, which drives faster cure initiation. But there’s a ceiling: above a certain irradiance level, surface cure accelerates while depth cure doesn’t keep pace, producing a cured skin over an insufficiently crosslinked interior. This is particularly relevant for thick castings and potting applications.
The cure energy required to fully crosslink a given resin — measured in mJ/cm² — is a product of irradiance and exposure time. The same total energy delivered at high irradiance for a short time doesn’t always produce the same cure result as lower irradiance for longer time, because the kinetics of the crosslinking reaction have temporal as well as energy requirements.
A UV resin manufacturer who understands their formulation will specify not just the required wavelength range, but the minimum and maximum recommended irradiance, the minimum cure energy (mJ/cm²), and the recommended exposure time or conveyor speed for standard section thicknesses. If that level of specification isn’t in the TDS, it needs to be requested.
Photoinitiator Concentration and Cure Depth
Higher photoinitiator concentration improves surface cure sensitivity but reduces depth penetration — the photoinitiators near the surface absorb UV before it reaches the interior. For thick-section applications, formulators typically optimize photoinitiator type and concentration for depth cure at the expense of surface cure speed.
For B2B buyers specifying UV resin for casting or potting applications with section thicknesses above 5–10mm, the maximum recommended section thickness in a single cure pass is a critical spec — and it varies significantly between formulations. A product spec that says “suitable for thick sections” without a maximum thickness number isn’t a spec.
Selecting Equipment for Your Application: A Decision Framework
The right UV curing equipment for a given application is a function of resin formulation, section thickness, production throughput, and facility constraints. Here’s how to work through the decision.
Step 1: Start with the resin specification. Get the full cure specification from your UV resin manufacturer before selecting equipment — required wavelength range (not just “UV”), minimum irradiance, minimum cure energy, and maximum recommended section thickness. This document is the input specification for equipment selection, not the other way around.
Step 2: Match equipment type to throughput requirements. Conveyor-based UV curing systems — lamp or LED arrays mounted over a moving belt — are the standard for production line integration. Manual spot-cure guns or flood-cure benchtop units are appropriate for low-volume or repair applications. High-power LED arrays have largely replaced mercury arc in new conveyor installations for the operational reasons described above.
Step 3: Confirm wavelength match between equipment and formulation. If selecting LED equipment, confirm the LED peak wavelength and get validation data from the resin supplier showing adequate cure at that specific wavelength. Don’t accept “should be compatible” — get a cure validation test or reference data. If the resin supplier can’t provide wavelength-specific validation data, that’s a supplier qualification issue.
Step 4: Account for irradiance variability across the cure zone. In conveyor systems, irradiance at the substrate surface varies with lamp-to-substrate distance, reflector geometry, and — for mercury lamps — lamp age. Commission an irradiance map of the cure zone before finalizing process parameters. For LED systems, the irradiance map is more stable over time, but still needs to be established at commissioning.
Step 5: Validate with production samples before committing to volume. Run production-representative samples — same geometry, same section thickness, same substrate — through the proposed cure parameters before locking in the process. Measure cure completeness by hardness testing, cross-sectional examination, or solvent rub test as appropriate for the application. Don’t validate on flat coupons if your production parts have complex geometry.
Questions to Ask Your UV Resin Supplier Before Specifying Equipment
A UV resin manufacturer that knows their product should be able to answer these without hesitation:
- What is the primary photoinitiator system in this formulation, and what are the absorption peaks?
- What wavelength range is required for adequate cure? What is the minimum acceptable irradiance?
- What is the minimum cure energy (mJ/cm²) for full crosslinking at standard section thickness?
- Has this formulation been validated for LED cure? At which LED wavelengths?
- What is the maximum recommended single-pass section thickness?
- Is cure validation data available for specific equipment types or lamp configurations?
And the equipment supplier:
- What is the peak emission wavelength (for LED) or emission spectrum (for mercury)?
- What is the irradiance output at standard working distance, and how does it change with lamp age?
- What is the service life and replacement interval for the light source?
Jinhua Resin (jinhuaresin.com) is a Guangdong-based epoxy resin manufacturer producing UV resin formulations for industrial and commercial applications. Full cure specification documentation — including photoinitiator wavelength data, irradiance requirements, and LED cure validation — is available for all UV resin product lines.
A Reference Summary: Light Source vs. Application Fit
| Light Source | Peak Wavelength(s) | Pros | Cons | Best For |
|---|---|---|---|---|
| Mercury arc (standard) | Broadband 254–405nm | Formulation-flexible, established technology | Hot, mercury disposal, aging output | General industrial, legacy lines |
| Iron-doped mercury | Enhanced 350–400nm | Better surface cure for pigmented systems | Same drawbacks as standard mercury | Pigmented coatings, thick sections |
| Gallium-doped mercury | Enhanced 403–417nm | Deep cure capability, cationic systems | Same drawbacks as standard mercury | Thick castings, cationic epoxy |
| UV LED | 365 / 385 / 395 / 405nm (narrow) | Low heat, instant on/off, long life, stable output | Narrow band — formulation must match | New installations, temperature-sensitive substrates |
Get the Match Right Before Production Starts
UV resin curing problems that show up in production are almost always traceable to a specification gap that existed before production started. The resin was specified without knowing the curing equipment. The equipment was selected without confirming the resin’s photoinitiator requirements. The two suppliers were never in the same conversation.
The fix is straightforward but requires discipline: treat the resin specification and the equipment specification as a matched pair, validate the combination with production-representative samples before committing to volume, and ask both suppliers the wavelength questions before the purchase orders go out.
Getting this right the first time is cheaper than debugging it in production.
Sourcing UV resin for industrial or commercial applications? Jinhua Resin provides full cure specification documentation including photoinitiator wavelength data and LED cure validation for all UV resin product lines: jinhuaresin.com